Установки холодного каширования

Назначение. Установки холодного каширования предназначены для приклеивания к твердым строительным плитам (ДВП, МДФ, СМЛ, АЦП, гипсокартона и пр.) водными клеями с повышенной начальной схватываемостью мягкого или твердого тонкого листового или рулонного покрывного материала.
Технология холодного каширования состоит из двух основных этапов: 1 – приклейка к плите покрывного материала; 2-технологическая выдержка (4-8 часов) в стопе. Удаление свесов может осуществляться как до, так и после технологической выдержки.
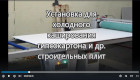
Состав. Станок 1 для нанесения клея на плиту, пресс роликовый 2, устройство размотки 3, устройства электроуправления 4 (станком) и 5 (прессом), входной 6, промежуточный 7 и выходной 8 роликовые столы.
Работа. Двое рабочих укладывают плиту на входной транспортер и вручную досылают ее в клеенаносящий станок; станок захватывает плиту, наносит на нее сверху слой клея и перемещает ее на промежуточный роликовый стол. (Расстояние между клеенаносящим станком и роликовым прессом больше длины плиты.)
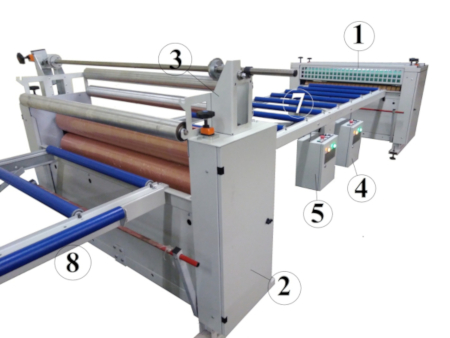
Вариант 1. Рулон не установлен, устройство размотки не используется. Лист тонкого покрывного материала предварительно свернут в трубочку. Рабочий укладывает трубочку сверху плиты, раскатывает ее и досылает в пресс. Пресс захватывает плиту и, прикатывая к ней покрывной материал, перемещает ее на выходной транспортер. Рабочие плиту снимают и укладывают в стопу для технологической выдержки. Удаление свесов покрывного материала осуществляется вручную до или после технологической выдержки.
Вариант 2. Рулон не установлен, устройство размотки не используется. Рабочий укладывает на плиту лист покрывного материала и вручную досылает их в пресс. Пресс захватывает плиту и, прикатывая к ней покрывной материал, перемещает ее на выходной транспортер. Рабочие плиту снимают и укладывают в стопу для технологической выдержки.
Вариант 3. Рулон с покрывным материалом установлен над прессом. Свободный конец пленки пропущен в зазор между валами роликового пресса. Оператор вручную досылает плиту (с нанесенным на ее верхнюю поверхность клеевым слоем) в роликовый пресс. Когда передний край плиты входит в пресс, он прижимает пленку к верхнему валу пресса. Пресс захватывает плиту и, прикатывая к ней покрывной материал, перемещает ее на выходной транспортер. Рабочие вручную осуществляют поперечную резку покрывного материала, после чего плиту снимают и укладывают в стопу для технологической выдержки. При работе по варианту 3 промежуточный роликовый стол может быть выполнен длиной 1 м, т.е. меньше длины плиты. В этом случае длина установки уменьшится, но работы по вариантам 1 и 2 будет не возможна.
Технические характеристики (могут быть изменены по требованию заказчика):
Обрабатываемые
изделия
|
|
Строительные
плиты
|
Длина
плиты мах,
|
мм
|
3000
|
Ширина
плиты мах,
|
мм
|
1220
|
Толщина
плиты,
|
мм
|
3-20
|
Масса
плиты, maх
|
кг
|
45
|
Ширина
покрывного материала, max
|
мм
|
1300
|
Диаметр
рулона, max
|
мм
|
300
|
Диаметр
(внутренний) шпули рулона
|
мм
|
38;
76
|
Длина
шпули
|
мм
|
1300
|
Масса
рулона, max
|
кг
|
50
|
Производительность
|
плит/мин
|
2
|
Линейная
скорость
|
м/мин
|
5-11
|
Питающее
напряжение
|
|
220
В; 50 Гц
|
Мощность
привода станка
|
кВт
|
0,55
|
Мощность
привода пресса
|
кВт
|
0,55
|
Длина
|
м
|
8,8
|
Ширина
|
м
|
1,7
|
Высота
|
м
|
1,5
|
Диаметр
наносящих валов
|
мм
|
165
|
Твердость
материала наносящего вала
|
|
Sh
50
|
Диаметр
дозирующего вала
|
мм
|
145
|
Диаметр
валов пресса
|
мм
|
160
|
Твердость
материала валов пресса
|
|
Sh
60
|
Стоимость. 1 265 000 руб. НДС нет.
|